新浪微博
新浪微博 騰訊微博
騰訊微博

數控滑臺技術分析與應用詳解
數控滑臺技術分析與應用詳解
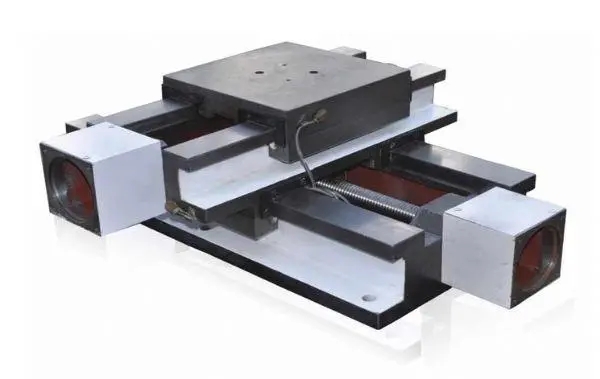
數控滑臺由床身組件、傳動系統、伺服驅動單元、導軌副、檢測反饋裝置及控制系統六大部分構成。床身采用高強度鑄鐵HT300材料,經時效處理消除內應力,確保幾何精度長期穩定;其箱型結構設計具有良好的抗彎扭剛度,能有效抑制切削振動。
傳動系統普遍采用精密滾珠絲杠配合同步帶或聯軸器連接伺服電機,絲杠支撐方式多為“固定-支承”型,前端采用雙列角接觸球軸承預緊,后端自由伸縮以補償熱變形。部分高動態響應機型采用直線電機直接驅動,取消機械傳動環節,實現無接觸驅動,定位速度可達100m/min以上,加速度達1g以上。
導軌副選用精密直線滾動導軌,品牌常見THK、HIWIN、NSK等,精度等級達到C3-C5級,滑塊預載可調,保證導向精度和承載能力。部分重載型滑臺仍使用貼塑滑動導軌(如Turcite-B),具備良好阻尼特性,適用于大扭矩切削場合。
伺服驅動單元集成位置環、速度環、電流環三閉環控制,配合光柵尺形成全閉環控制時定位精度可達±2μm以內。檢測元件包括旋轉編碼器用于半閉環控制,直線光柵尺用于全閉環補償,分辨率最高可達0.1μm。
控制系統基于CNC平臺(如FANUC、Siemens、華中數控等),支持G代碼編程,具備插補運算、刀具補償、誤差修正等功能,并可通過EtherCAT、Profinet等總線與上位機通信,實現聯網監控與遠程診斷。
工作原理與運動控制機制
數控滑臺通過接收CNC控制器發出的位置指令,經伺服驅動器轉換為電流信號驅動伺服電機旋轉,再經傳動機構轉化為滑臺的直線位移。整個過程包含三個控制層級:
第一層為軌跡規劃層,在CNC內部完成。根據加工程序中的目標位置、進給速度、加減速模式(直線或S型加減速)生成平滑的參考軌跡,輸出至伺服系統作為位置給定信號。
第二層為伺服控制層,執行位置環、速度環調節。位置環比較指令位置與實際反饋位置的偏差,輸出速度指令;速度環據此調節電機轉速,使實際速度跟蹤設定值;電流環最終控制功率輸出,驅動電機產生所需轉矩。
第三層為檢測反饋層,實時采集滑臺實際位置信息。在半閉環系統中,通過電機端編碼器間接推算工作臺位置;而在全閉環系統中,采用安裝于滑臺本體的直線光柵尺直接測量位移,可有效消除反向間隙、熱伸長、彈性變形等非線性誤差源的影響。
控制系統還集成了多種補償算法:螺距誤差補償用于修正絲杠制造誤差;反向間隙補償在方向切換時自動插入補償量;溫度補償模型根據溫升預測絲杠伸長量并動態調整指令;摩擦力前饋補償改善低速爬行現象。這些技術共同保障了滑臺在各種工況下的定位精度與重復定位精度。
關鍵性能指標及其影響因素
定位精度
定義為滑臺到達指定位置的能力,通常用ISO 230-2標準測試方法測定,合格品應小于±0.01mm/300mm行程。影響因素主要包括絲杠導程誤差、軸承預緊不當、結構變形、環境溫度變化等。高精度產品需配備激光干涉儀進行出廠校準,并寫入螺距補償表。
重復定位精度
反映多次返回同一位置的一致性,一般要求優于±0.005mm。主要受導軌接觸剛度、伺服系統響應穩定性、機械間隙等因素制約。滾珠絲杠預緊力不足會導致反向死區增大,直接影響重復性表現。
最大負載能力
指滑臺在額定工況下所能承受的最大垂直與水平載荷,單位為kg或kN。設計時需考慮慣性力影響,尤其在高速啟停過程中產生的沖擊載荷可達靜態負載數倍。選型時應驗算導軌額定動載荷(C值)與壽命關系,確保L10壽命不低于預期使用年限。
運行速度與加速度
現代數控滑臺空載最高速度普遍達60m/min,快進加速度可達0.8~1.5g。受限于電機扭矩、絲杠臨界轉速(避免共振)、導軌潤滑條件等因素。直線電機驅動滑臺突破傳統機械限制,但成本較高且需配套冷卻系統。
熱穩定性
長時間運行導致絲杠溫升引起軸向伸長,典型值為每米每攝氏度11.7μm。高端設備配置溫度傳感器陣列,結合有限元熱模型實施在線補償。同時優化散熱結構,如中空冷卻絲杠、強制風冷床身等措施降低熱變形。
噪聲與振動
正常運行噪聲應低于75dB(A)。異常振動可能源于不平衡負載、導軌預壓過大、伺服參數整定不良或外部干擾。通過模態分析識別固有頻率,避開共振區;采用陷波濾波器抑制特定頻段振蕩;必要時加裝被動減振墊隔離基礎傳遞。
典型應用場景與行業適配方案
金屬切削加工領域
在數控車床、加工中心中作為X/Z軸進給單元,承擔刀具進給任務。針對不同工藝需求配置差異化參數:精加工滑臺強調定位精度與表面光潔度,常采用全閉環+高分辨率光柵;粗加工則側重剛性和負載能力,選用大導程絲杠與重型導軌組合。
激光切割與焊接設備
作為二維或三維聯動軸使用,要求高速響應與連續軌跡精度。典型配置為直線電機驅動+空氣軸承導軌,實現微米級跟隨誤差。同步運動控制需滿足多軸插補精度要求,常用Flying Optics結構實現光束快速掃描。
半導體封裝與檢測設備
應用于晶圓搬運、對準、點膠等工序,潔凈等級要求達到Class 10以下。滑臺采用不銹鋼材質、無塵潤滑脂、全封閉防塵罩設計,避免顆粒污染。定位精度需達亞微米級,部分采用靜電驅動或壓電陶瓷微動平臺輔助精調。
醫療影像與放射治療裝置
如CT掃描床、放療定位系統,對安全性與可靠性要求極高。滑臺必須具備斷電自鎖、緊急制動、雙冗余限位開關等功能。運動平穩性直接影響圖像質量,需控制加加速度(jerk)小于50m/s³,防止患者不適。
自動化裝配生產線
作為模塊化輸送單元集成于柔性產線中,支持MODBUS/TCP、PROFINET IO等工業協議接入MES系統。具備多點定位、同步跟隨、電子凸輪等功能,適應不同節拍生產需求。IP54防護等級適應工廠復雜環境。
選型要點與維護建議
選型流程
1. 明確負載特性:確定質量、重心位置、外加載荷方向與大小;
2. 確定行程范圍:預留安全余量,避免極限位置碰撞;
3. 設定速度與加速度要求:核算所需峰值功率與連續發熱功率;
4. 選擇導軌類型:輕載高速選滾動導軌,重載低速可選滑動導軌;
5. 匹配驅動方式:常規選滾珠絲杠,超高速選直線電機;
6. 確定反饋方式:一般用途可用編碼器半閉環,高精度必選光柵全閉環;
7. 考慮安裝接口:統一法蘭尺寸、聯軸器規格、電纜出線方向;
8. 驗算使用壽命:依據額定動載荷計算理論壽命,留足安全系數。
日常維護規范
· 每日檢查導軌潤滑狀態,自動注油系統應確認油路暢通;
· 每月清潔導軌表面灰塵、切屑,避免劃傷滾動面;
· 每季度檢查絲杠支撐軸承預緊力,發現松動及時調整;
· 每半年更換潤滑油/脂,高溫環境縮短周期;
· 每年進行精度復檢,更新螺距補償參數;
· 發生異常噪音或定位偏差突增時立即停機排查,禁止帶病運行。
故障診斷指南
|
故障現象 |
可能原因 |
處理措施 |
|
定位不準且漂移 |
光柵尺污染或松動 |
清潔讀數頭,重新固定標尺 |
|
反向間隙過大 |
絲杠螺母預緊失效 |
調整預緊機構或更換螺母組件 |
|
運行抖動 |
伺服增益不匹配 |
重新進行自動調諧或手動整定PID參數 |
|
異常發熱 |
軸承損壞或潤滑不良 |
拆解檢查軸承狀態,補充潤滑脂 |
|
無法回零 |
減速開關或零脈沖故障 |
檢查接近開關動作是否正常,確認編碼器Z相信號 |